Q2, 2012. That's after we transition the rocket my group is currently working on from the development business unit to the production business unit.
Actually, thanks to the house purchase and moving dates not happening as expected, I should be able to clean and QC the components in the 2nd weekend of April.
IP: Logged
09:40 PM
KurtAKX Member
Posts: 4008 From: West Bloomfield, MI Registered: Feb 2002
Q2, 2012. That's after we transition the rocket my group is currently working on from the development business unit to the production business unit.
Actually, thanks to the house purchase and moving dates not happening as expected, I should be able to clean and QC the components in the 2nd weekend of April.
Are you working for XCOR?
IP: Logged
10:05 PM
Will Member
Posts: 14305 From: Where you least expect me Registered: Jun 2000
Got out the parts to clean and QC last weekend, but had too many other things going on and wasn't able to get that job done. It'll be a serious trick to get the parts cleaned, QC'd and assembled this weekend so that I can measure the piston decks and get the appropriate head gaskets ordered. I hope I can read a micrometer after going 48 hours with no sleep.
Once the gaskets are ordered, production + shipping time should get them to me on or about May 1st. I have the weekend of the 9th lined out for cleaning and installing the heads and timing drive and buttoning up the long block.
IP: Logged
02:22 PM
motoracer838 Member
Posts: 3751 From: Edgewater Co. USofA Registered: Jan 2006
Q2, 2012. That's after we transition the rocket my group is currently working on from the development business unit to the production business unit.
Actually, thanks to the house purchase and moving dates not happening as expected, I should be able to clean and QC the components in the 2nd weekend of April.
Damn, I always suspected you were a rocket scientist!
Joe
IP: Logged
08:17 PM
Apr 17th, 2009
Will Member
Posts: 14305 From: Where you least expect me Registered: Jun 2000
I partially QC'd many of the components over the weekend: Piston diameter, pin bores in pistons and rods, pin diameters, crank journals. I couldn't snag the right bore mic or dial bore gauges for the weekend, but I think I should be able to next weekend. What remains is piston groove widths, main bearing bore ID's, main bearing ID's, rod bearing bore ID's, rod bearing ID's, cylinder bore ID's and crank runout.
I am NOT happy with the work on the crank journals. I've measured .0005 out of round on a main and .0005 taper on a rod journal. Considering that I've measured a stock crank with 100,000 miles that was PEFECT to the .0001 at all locations, I'm not impressed. I expected better from a "performance" crank shop. This isn't a super tight clearance Honda rod Nascar engine, so the journal weirdness shouldn't be a problem on this build due to the relatively wide clearances I'll be running, but I'm still annoyed.
Total Seal's diamond finish rings don't live up to their propaganda either.
I would have been able to get the whole thing done, but I had to help my dad cut up the floor in his garage to unearth the old cess pit over which the garage was built. It's about 9 feet in diameter and 7 feet deep. We drilled holes in the floor, planted anchors, attached the anchors to the chain hoist, cut slabs out and lifted them out of the floor. Gotta get it filled with something before cutting the rest of the floor out and pouring a new floor.
[This message has been edited by Will (edited 04-20-2009).]
IP: Logged
10:47 AM
PFF
System Bot
Will Member
Posts: 14305 From: Where you least expect me Registered: Jun 2000
I got a bunch more QC work done today: rod bearings (ID and roundness), main bearings (ID and roundness), cylinder bores (ID, roundness and taper).
Still to go: gap rings, wash everything, check crank runout (potential build killer), assemble rods & pistons, install rods, pisotns and crank in block to get piston deck measurement.
I may decide to hold off on installing the rings until next weekend. I might be able to finagle use of the CMM to check ring groove widths.
Overall I'm making slower progress than I want, but I'm making progress. I should be able to meet my need date for the MLS gasket order, which is Monday.
Right now I'm crunching numbers for clearances... matching pistons to bores, rods to journals, etc.
[This message has been edited by Will (edited 04-25-2009).]
IP: Logged
10:31 PM
Apr 26th, 2009
KurtAKX Member
Posts: 4008 From: West Bloomfield, MI Registered: Feb 2002
Originally posted by Will: I may decide to hold off on installing the rings until next weekend. I might be able to finagle use of the CMM to check ring groove widths.
For fucq's sake, its critical, but its not THAT critical!
IP: Logged
02:46 AM
Will Member
Posts: 14305 From: Where you least expect me Registered: Jun 2000
When you have a ring/piston combo that's specifically matched for .001 side clearance, then it IS pretty critical.
Besides, if I don't know what I built this time, how do I know what to build next time?
What I need to do this weekend is get the pistons/rods/crank into the shortblock to get the piston deck measured so I can get my MLS gaskets ordered so I can get the quench right.
IP: Logged
08:04 AM
tjm4fun Member
Posts: 3781 From: Long Island, NY USA Registered: Feb 2006
Will, I applaud your efforts. You are attempting to make a diamond out of a piece of coal there! Just curious tho, are all the pistons/rods/crank wieghts balanced equally? or will you balance after the fit? I may have missed the plan for that somewhere in this thread, but with all that work and machining to those tolerances, it would be a waste not to have it precision balanced...
As a side note, with all the blocks you have around, you shoulda thrown a runner in the car just so you could enjoy the car, beat on it and note failures, at least you can get some road time on the rest of the car... just a thought... carry on!
IP: Logged
10:10 AM
KurtAKX Member
Posts: 4008 From: West Bloomfield, MI Registered: Feb 2002
Coal? The things I'm complaining about aren't *PERFECT*, but they are acceptable.
Got all the clearances sorted out; I mixed-and-matched the rods and pistons with the block and crank to give me a combination that resulted in quite uniform rod bearing and piston-bore clearances. The main clearances are within spec, although the #4 is on the tight side. One of the pistons is a little bigger and will be quite snug, even in the biggest bore. I'm going to have to make some phone calls to be sure that will be OK.
Off to get some more pipe cleaners and scour pads...
I tried installing a temp engine... it suffered a head gasket failure. Warranteed blocks are like that...
[This message has been edited by Will (edited 04-26-2009).]
IP: Logged
12:42 PM
Erik Member
Posts: 5628 From: Des Moines, Iowa Registered: Jul 2002
Since I'll be using stock heads, stock cams, stock intake manifold, stock exhaust manifolds and basically EVERYTHING but the shortblock the same as my old setup, it won't be that much better... maybe as much as 20 HP. However, the built block is the foundation for future mods.
IP: Logged
08:34 PM
PFF
System Bot
tjm4fun Member
Posts: 3781 From: Long Island, NY USA Registered: Feb 2006
Coal? The things I'm complaining about aren't *PERFECT*, but they are acceptable.
I tried installing a temp engine... it suffered a head gasket failure. Warranteed blocks are like that...
Most factory engines are a rough approximation to the standards you are using. day one on the bore mill is good, day 7 not so good. hence coal. the start of a diamond. get the right engine on the right day, and it seems unnatural, a day later it is a mass of metal called an engine. all products start as a raw material. your starting block/crank/rods etc are the coal. you are making them into a diamond. got the drift now? balancing?
IP: Logged
08:38 PM
Apr 27th, 2009
Will Member
Posts: 14305 From: Where you least expect me Registered: Jun 2000
Sure, the clearance is important, but using CMM or holomapping is like using an 8 lb sledge to put tacks in the wall for hanging pictures.
Eh, more like using a fracture testing apparatus capable of delivering EXACTLY xxx impact energy every time to put tacks in the wall for hanging pictures...
IP: Logged
08:18 AM
Will Member
Posts: 14305 From: Where you least expect me Registered: Jun 2000
While the crank was in the lathe to polish the F#@$ing shot peening out of the rear main seal journal, I went ahead and indicated the lathe chuck in and checked the crank for runout. It's less than a thou. I was somewhat concerned because the crank was shipped to me in a cardboard box full of styrofoam peanuts with NO FURTHER PACKING. Grrrr.... Oh well... no harm done except my time for making sure the other guy didn't do something stupid and screw me over.
IP: Logged
08:39 PM
Will Member
Posts: 14305 From: Where you least expect me Registered: Jun 2000
Originally posted by tjm4fun: Most factory engines are a rough approximation to the standards you are using. day one on the bore mill is good, day 7 not so good. hence coal. the start of a diamond. get the right engine on the right day, and it seems unnatural, a day later it is a mass of metal called an engine. all products start as a raw material. your starting block/crank/rods etc are the coal. you are making them into a diamond. got the drift now? balancing?
Haha... a Chevy is coal... The Northstar is a diamond in the rough. It's most of the way there, it just needs a highly skilled artisan with arcane knowledge of deep magic to put on the finishing touches.
IP: Logged
09:05 PM
Apr 28th, 2009
Nashco Member
Posts: 4144 From: Portland, OR Registered: Dec 2000
Originally posted by Will:It's most of the way there, it just needs a highly skilled artisan with arcane knowledge of deep magic to put on the finishing touches.
I knew this was a Mickey Mouse job all along!!!
I can't believe you're going through all of this and you're putting a bone stock top end back onto it. You really have lost it, I think the coal dust is getting to you.
Bryce
IP: Logged
06:13 PM
Will Member
Posts: 14305 From: Where you least expect me Registered: Jun 2000
Why do you think this build has taken so long? One does not learn deep magic overnight.
Gapped, cleaned and bagged the rings. The pistons and rods are already bagged. I just have to clean the crank and finish cleaning the block... wouldn't you know it's about 1/4" shorter than the inside of the dishwasher?
The "host ring"s for the gapless set actually had negative gap and needed a gap of .026... that's a lot of dam ring filing.
I also had a nice conversation with Kevin at Total Seal about the details of the lapping process and the proper way to orient the host ring and rail to get them to measure out correctly (ie, perfectly).
IP: Logged
09:24 PM
Apr 30th, 2009
tjm4fun Member
Posts: 3781 From: Long Island, NY USA Registered: Feb 2006
I should have known! (that thread made my head hurt, I have't done formula work like that since I finished college 31 years ago, and don;t want to anymore) Again, you really take things to the extreme, but it's your way. I just hope you got it all right, and it performs as designed.
As for the dishwasher, I won't go there, you either are single or have the most understanding wife. I know I had to take a week of cr@p for just heating the rods in the oven with the pins in the freezer and reassembling them on the counter. and that was a long time ago... I'll go back to watching again, carry on!
IP: Logged
12:03 PM
May 2nd, 2009
Will Member
Posts: 14305 From: Where you least expect me Registered: Jun 2000
All eight pistons are in. I stayed up all night Tuesday and got two in, then ran out of assembly lube, couldn't find the extra tube I'd bought ('cause I'd stayed up all night most likely) and had to go to work Wednesday.
Got back last night and got the rest in. Actually installing the pistons and rods is not that difficult... the cleaning and prep work that goes into getting there that's time consuming. I have a pile of ziploc bags two feet high from cleaning, measuring, marking, etc all the internal parts.
IP: Logged
08:58 AM
PFF
System Bot
May 5th, 2009
Will Member
Posts: 14305 From: Where you least expect me Registered: Jun 2000
Originally posted by Nashco: I can't believe you're going through all of this and you're putting a bone stock top end back onto it. You really have lost it, I think the coal dust is getting to you.
Maybe I have lost it, but I want to drive the damn thing.
I want to do a hard break-in on the short block.
If I change the top end components, not only will I have to rewire for tunable engine management, I'll have to take the break-in run time to tune the new combo... which means that it won't get it's hard break-in.
There's a specific combo I'm moving toward, and I'd like to do the bolt on mods (headers, throttle per cylinder) first, just to see how far I can take stock heads/cams.
The porting and cam work on a Northstar is not very well developed, so I'll be moving very carefully in that area to get the best result.
IP: Logged
09:15 AM
Scoobysruvenge Member
Posts: 550 From: Richmond Virginia Registered: Apr 2009
All eight pistons are in. I stayed up all night Tuesday and got two in, then ran out of assembly lube, couldn't find the extra tube I'd bought ('cause I'd stayed up all night most likely) and had to go to work Wednesday.
Got back last night and got the rest in. Actually installing the pistons and rods is not that difficult... the cleaning and prep work that goes into getting there that's time consuming. I have a pile of ziploc bags two feet high from cleaning, measuring, marking, etc all the internal parts.
Will, I know I've been bustin' on ya a little bit, just havin' a little fun, but we would love to see a few pics of this jewel of a lower end your assembling.
Keep up the good work. Joe
IP: Logged
10:21 AM
Will Member
Posts: 14305 From: Where you least expect me Registered: Jun 2000
Will, Are you worried about losing low speed drivability going with 8 throttle plates or are you just looking for top end juice??????
Actually, throttle per cylinder intakes REALLY civilize big cam engines. With one, I can go to 288, 292 or 310 cams and maintain decent low RPM torque and drivability, as well as idle quality. They are a complicated/expensive way to have your cake and eat it too.
The biggest headache is manifold pressure sensing and drawing vacuum for vacuum accessories.
I have pics.... I just haven't had time to resize, post and adequately describe things yet.
[This message has been edited by Will (edited 05-05-2009).]
IP: Logged
10:33 AM
tjm4fun Member
Posts: 3781 From: Long Island, NY USA Registered: Feb 2006
Maybe I have lost it, but I want to drive the damn thing.
I want to do a hard break-in on the short block.
If I change the top end components, not only will I have to rewire for tunable engine management, I'll have to take the break-in run time to tune the new combo... which means that it won't get it's hard break-in.
Wow, now that caught me by surprise! I did not expect you to be the type of guy who would do a hard break in... But I do agree with that method, I have always done hard break-ins, and have never been disappointed with the results. Always felt, I put it together, I did all the proper checks, fits, etc, there is no reason to baby it out of the stall... besides if something is flawed that did not get caught in the machining, at least everything is all setup to pull it back out again..... ( only failure was one crank that they missed an internal crack, sheared a 3.8 steel turbo crank in half at the middle joint, never dealt with that shop again)
IP: Logged
11:22 AM
Will Member
Posts: 14305 From: Where you least expect me Registered: Jun 2000
Hard break-ins are great as long as you have enough oil filter flow capacity to remove the risk of pumping break-in debris into your bearings.
Most filters do not have enough flow capacity for the engine's max RPM oil flow and lift the bypass valve, thereby allowing unfiltered oil to circulate, and potentially break-in debris to flow into the bearings. With a filter that has enough capacity to flow the engine's full volume of oil without lifting the bypass, then the risk of pumping break-in debris to places it shouldn't go is eliminated.
The problem with doing this on a Northstar is that the engine has a HUGE oil flow (12+ gpm at high rpm) and there isn't much room for a bulky filter and large oil lines (oil ports in the block have the ID of fittings for -12 line) underneath the engine in the Fiero engine compartment.
IP: Logged
12:43 PM
Will Member
Posts: 14305 From: Where you least expect me Registered: Jun 2000
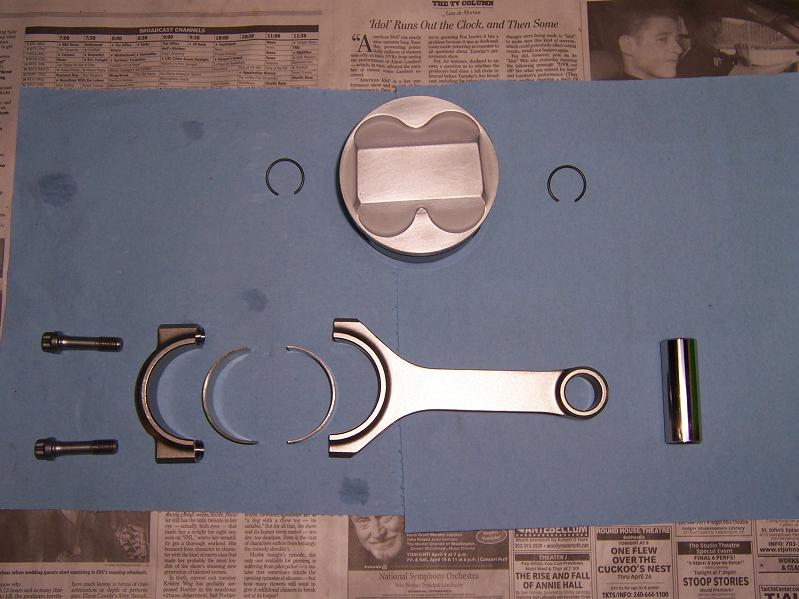
A separated view of each cylinder's worth of reciprocating components:
A domed piston. The intake side is on the left.
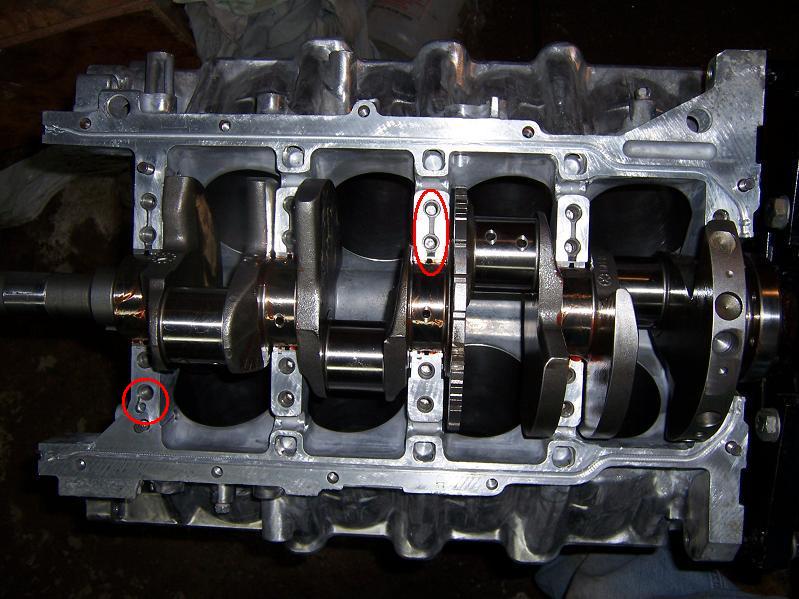
This is the crank sitting in the block. 1st main is on the left. At the bottom left note the channel between that small oil gallery and the one main bolt hole. At the top of main #3 (and all the other mains), note the channel connecting the two main bolt holes. You can also see the trigger wheel behind the #3 main.
This is the lower crank case, the bearings annointed with the blood of a virg--err... assembly lube.
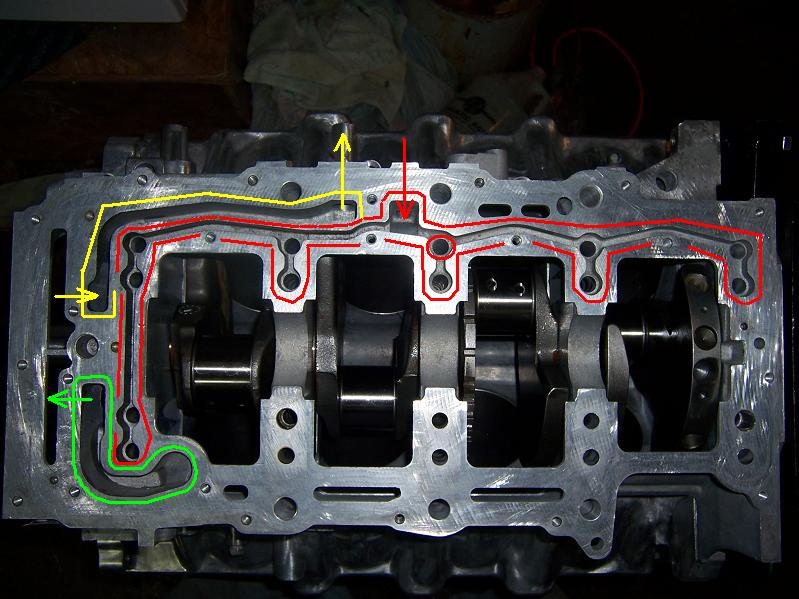
This is the Northstar's priority main oil system cast into the bottom of the lower crank case. The bottom end of this engine maintains absolute priority for lubrication. The top end is only lubed with "leftover" oil pressure that has already gone through the bottom end. Outlined in green is the oil pickup passage whereby oil is drawn from the sump into the pump. Yellow is pressurized oil from the pump to the oil filter adapter. Red is filtered oil from the filter to the main bearings. The oil travels from the bottom of the lower crank case through the annular space AROUND the main bolts, into the channels around the main bolt holes in the picture above, and thence into the bearings.
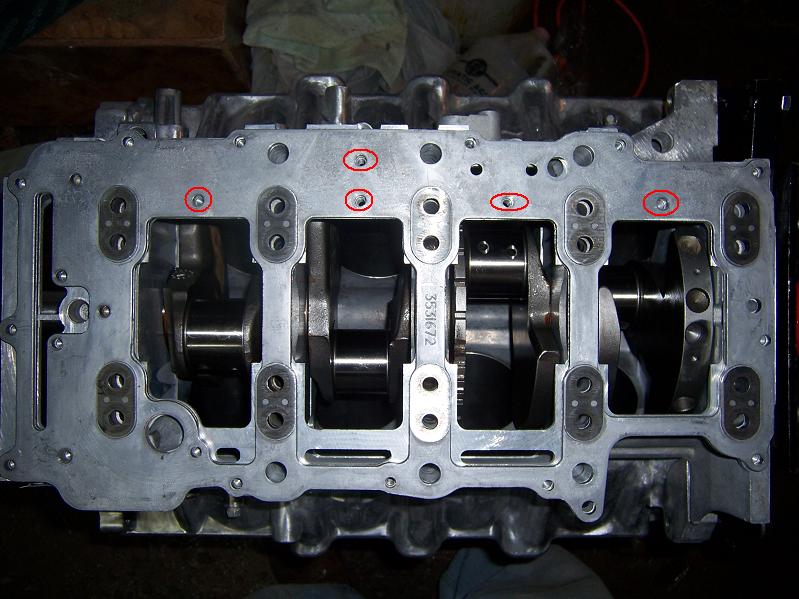
This is the oil manifold that caps off the oil channels. It has linear seals laid into it to keep the pressurized oil where it belongs. I found out something I like about the '93 block: the circled bolt holes are NOT present in the later ('95+) oil manifolds and lower crank cases. The '93's theoretically seal better, although GM wouldn't have removed those bolt holes if they were actually useful. They probably found that they didn't actually need them, but I like having them. The discolored areas around the main bolt holes are actually steel inserts cast into the aluminum plate. They serve as wear surfaces/washers for tightening down the main bolts on an otherwise aluminum surface.
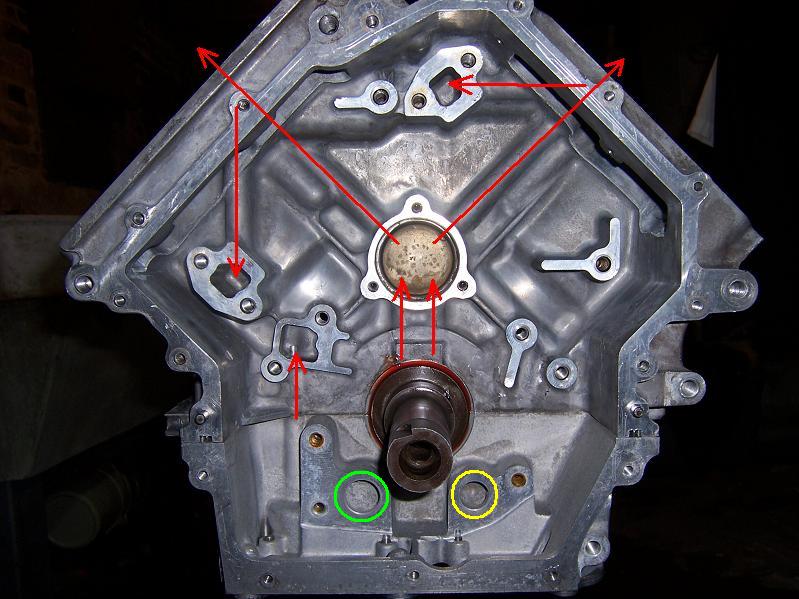
This is a diagram of the top-end oiling passages in the block. Oil that has gone through the forward main bearing goes up two galleries and into a small volume behind the timing drive intermediate sprocket. From there it goes up one more gallery to each cylinder head. There is a small channel cast into each deck surface whereby oil from the supply galleries goes into dead-end galleries to provide pressure for the secondary chain tensioners. The primary tensioner, surprisingly, has oil pressure priority equivalent to a main bearing and is pressurized by the small gallery in the lower left in the 4th picture up. The oil pickup is circled in green, the pressurized oil inlet in yellow. The pump is concentric on the crank snout and bolts on following the primary timing sprocket on the crank. The pump is driven by a sleeve that is simply clamped by the damper and is not positively driven from the crankshaft. This seems like a strange way to do things to me, but it works.
[This message has been edited by Will (edited 05-05-2009).]
IP: Logged
10:45 PM
Erik Member
Posts: 5628 From: Des Moines, Iowa Registered: Jul 2002
A separated view of each cylinder's worth of reciprocating components:
A domed piston. The intake side is on the left.
This is the crank sitting in the block. 1st main is on the left. At the bottom left note the channel between that small oil gallery and the one main bolt hole. At the top of main #3 (and all the other mains), note the channel connecting the two main bolt holes.
This is the lower crank case, the bearings annointed with the blood of a virg--err... assembly lube.
This is the Northstar's priority main oil system cast into the bottom of the lower crank case. The bottom end of this engine maintains absolute priority for lubrication. The top end is only lubed with "leftover" oil pressure that has already gone through the bottom end. Outlined in green is the oil pickup passage whereby oil is drawn from the sump into the pump. Yellow is pressurized oil from the pump to the oil filter adapter. Red is filtered oil from the filter to the main bearings. The oil travels from the bottom of the lower crank case through the annular space AROUND the main bolts, into the channels around the main bolt holes in the picture above, and thence into the bearings.
This is the oil manifold that caps off the oil channels. It has linear seals laid into it to keep the pressurized oil where it belongs. I found out something I like about the '93 block: the circled bolt holes are NOT present in the later ('95+) oil manifolds and lower crank cases. The '93's theoretically seal better, although GM wouldn't have removed those bolt holes if they were actually useful. They probably found that they didn't actually need them, but I like having them. The discolored areas around the main bolt holes are actually steel inserts cast into the aluminum plate. They serve as wear surfaces/washers for tightening down the main bolts on an otherwise aluminum surface.
This is a diagram of the top-end oiling passages in the block. Oil that has gone through the forward main bearing goes up two galleries and into a small volume behind the timing drive intermediate sprocket. From there it goes up one more gallery to each cylinder head. There is a small channel cast into each deck surface whereby oil from the supply galleries goes into dead-end galleries to provide pressure for the secondary chain tensioners. The primary tensioner, surprisingly, has oil pressure priority equivalent to a main bearing and is pressurized by the small gallery in the lower left in the 4th picture up. The oil pickup is circled in green, the pressurized oil inlet in yellow. The pump is concentric on the crank snout and bolts on following the primary timing sprocket on the crank. The pump is driven by a sleeve that is simply clamped by the damper and is not positively driven from the crankshaft. This seems like a strange way to do things to me, but it works.
cool..what pistons are those??
IP: Logged
11:16 PM
Will Member
Posts: 14305 From: Where you least expect me Registered: Jun 2000
Custom cut, based on a standard CP forging. Coatings by Calico. I didn't snap any pics of the rings... but as far as the camera can tell, they're just rings. Only my bill and my micrometer say they're special.

























 The things I'm complaining about aren't *PERFECT*, but they are acceptable.
The things I'm complaining about aren't *PERFECT*, but they are acceptable.

 Again, you really take things to the extreme, but it's your way. I just hope you got it all right, and it performs as designed.
Again, you really take things to the extreme, but it's your way. I just hope you got it all right, and it performs as designed.