Adapter plate now has all the holes for the differential and axle drilled, the threaded dowel pins welded into place, and the upper portion of the adapter plate trimmed (the cut is about 3/4" from the centerline of the SBC pattern for the 2 bolts on each side (not the top center one).
[This message has been edited by fieroguru (edited 03-20-2010).]
IP: Logged
06:35 PM
Pete Matos Member
Posts: 2291 From: Port St. Lucie, Florida Registered: Jan 2010
Hey guru, Thanks for the links man, may come in handy sometime, my current fiero GT is getting the 3800SCII engine I have here already. I plan to get another fiero GT for my wife and I am thinking it will have a v8 or something. I see that you turned down your flywheel on a lathe, how big is your lathe and how difficult was it. I need to turn down a camaro flywheel apparently for the 3800 conv. My lathe is a 12x36 gap bed lathe and I am not totally sure what it will turn in max diameter. I would love to be able to do it myself..... What do you think is it worth doing on a manual lathe? peace
BTW, I am just south of you in Knoxville, tn.... peace
Pete
IP: Logged
07:43 PM
fieroguru Member
Posts: 12397 From: Champaign, IL Registered: Aug 2003
I have an old brake lathe with a cantilever design that can turn very large items if need be... I turned the center out of my old adapter plate on it....
It takes quite a bit of time to turn down a flywheel... especially if you are trying to make it thinner. It might be faster to have it fice milled vs. turned.
[This message has been edited by fieroguru (edited 03-20-2010).]
IP: Logged
08:13 PM
Pete Matos Member
Posts: 2291 From: Port St. Lucie, Florida Registered: Jan 2010
Funny you mention that I just bought a nice facemill for the cnc mill and I had considered removing the lions share of the material on the mill and then putting the faceplate on the lathe and doing the finish turning on the lathe. Wish I had a brake lathe in the shop, may have to pick one up for times like this haha.... hows the v8 conversion coming.... peace
IP: Logged
08:50 PM
Mar 21st, 2010
fieroguru Member
Posts: 12397 From: Champaign, IL Registered: Aug 2003
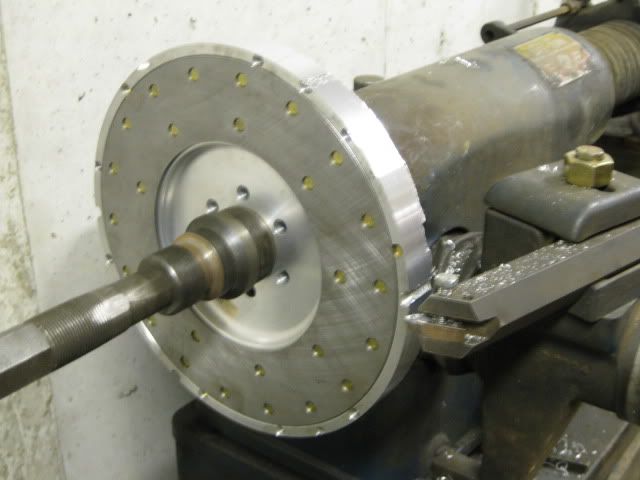
Speaking of turning flywheels... nothing like taking a brand new aluminum SBC flywheel and making a pile of shavings:
And I still have about 1/4" more to go and then cut the ring gear landing... The OD of the flywheel (not the ring gear) is going to be somewhere between 11 1/8" and 11 3/16". The billet steel one was 11 1/8" and that was what it took to remove all the threaded holes from the SBC pressure plate patterns. On this aluminum flywheel, they used 3 rivots to hold the ring gear on and they are centered right around 11 1/8"... so I can clean up all the other holes and will be left with the 3 rivot holes. Still pondering it, but I will probably just have them welded up and then turn them back down smooth. The other issue using an off the shelf aluminum flywheel is the pressure plate bolt pattern is about 10 1/2" and the clutch wear surface is 11" OD, so I will have to drill it for the pressure plate bolts.
Here is the brake lathe I stole for $65 at an automotive close out auction...
Then I cleaned up the garage and made room for the blue car to come back inside for a test fit. Here is with the engine/tranny just resting on the cradle... the final engine placement isn't set yet, but there is only about 1/2" total clearance between the frame rails and about 3/4" between the intake and the decklid cutout, so it won't me moving much...
It has been alot of work to get from here (solid mounted) with less than 1/8" clearance to the strut tower:
To here... ample room for rubber bushing mounts:
The decklid hinge boxes are coming off, but here is where it was before:
Now (valve cover just resting on the head - centerbolt on a non-centerbolt head):
In the next few days I will take the springs off the struts and start checking for tripod binding on the passenger side.
IP: Logged
07:03 PM
Mar 27th, 2010
Isolde Member
Posts: 2504 From: North Logan, Utah, USA Registered: May 2008
Then how did a guy with a genius level IQ end up having to elongate the holes after using the threaded center punch method? You probably failed to tell some important detail, or you just got lucky. Besides, these holes being a millimeter off in any direction won't matter the least bit. They aren't locating anything, they're just for clearance, and a mil more is okay. So if they have to be re-drilled with the next larger drill bit, no harm. I'm not telling you to switch from your way to mine, I was just showing what was discussed earlier. Peace.
IP: Logged
10:14 PM
Mar 28th, 2010
fieroguru Member
Posts: 12397 From: Champaign, IL Registered: Aug 2003
Intelligence (especially general IQ tests) has nothing to do with precision...
After spinning a bunch of assorted bolts in a lathe and drill chuck, I have seen 1st hand how much run out variation the heads can have vs. the threads of the bolt. The studded bellhousing bolts from the fiero can have close to 1/8" run out in the stud portion from the bellhousing threads.
The transfer punch method has been used for decades but its success does require a skilled hand and the ability to properly drill the located hole. I have used it for years and can locate all the 3/8 holes on the SBC bellhousing using this method, drill them with a 3/8 drill bit, and have everyone of them line up to the point I can hand turn the bolts into place. My preferred method is to locate and drill 1 hole at a time. Then reinstall the piece, install the bolt in the hole just drilled and shim the part up the same elevation as the threaded center punch on the next hole. Tap the part on the center punch, remove, drill, reinstall - but this time install the 2 bolts with the shims... repeat for all the holes you need to locate adding more and more bolts as you progress.
It takes time to use this method and trying to speed things up (like center punching 2 holes at a time vs. 1) usually results in needing to file an edge slightly (maybe .010")
IP: Logged
09:00 AM
Isolde Member
Posts: 2504 From: North Logan, Utah, USA Registered: May 2008
Sorry if I came across as conceited, but how else to quicker emphasize my competence, as I've repeatedly made it known on both forums that I'm a reputable automotive machinist by trade, and therefore mechanically inclined. Further, because my job allows it, I made my threaded center punches in the valve grinding machine, guaranteeing the pointy tips were exactly centered to the threads. guru, I mostly like you, I'm not wanting to fight. Notice where I said I wasn't trying to tell you to switch from your method to this one. My precision is beyond question, I can hone your cylinders to within a tenth of a thousandth every time, on a worn out Sunnen CK10 that has NO CNC features whatsoever. I still feel I was making a contribution, not to you, but to some of your readers who, like me, read your thread to learn ways of doing things. Your ways and mine are mostly the same, and your budget far exceeds mine, so you progress much faster. You also have full time access to equipment that I no longer have frequent access to. For those reasons it is efficient that I chime in to your thread rather than do my own, so long as you permit it.
IP: Logged
03:24 PM
PFF
System Bot
Mar 30th, 2010
Scoobysruvenge Member
Posts: 550 From: Richmond Virginia Registered: Apr 2009
I purchased the G6 clutch master cylinder, line and bleeder fitting from GM Parts Direct... about $96 shipped. It came in on Saturday while I was out of town, but I did get a chance to take it downtstairs. I will look into using this clutch master in the fiero, but it will take some work (mounting method - the G6 just snaps in place in the hole in the firewall, and the pushrod is too short to reach the fiero pedal assy.
The aluminum conversion kit for my welded also came in, so today I picked up a bottle of argon, coverted the welder and ran my very first weld bead on aluminum... (the ball was checking the power level and feed speed).
Certainly not the best bead I have ever done, but it is a start. I will do a bunch of practicing/playing before I try to weld anything of value (like the F40 or the aluminum flywheel). My first real attempt at aluminum welding will be to fill some of the old EGR passages in the CPI/4.3 upper/lower intakes.
[This message has been edited by fieroguru (edited 04-05-2010).]
IP: Logged
07:55 PM
Isolde Member
Posts: 2504 From: North Logan, Utah, USA Registered: May 2008
Finally got around to checking the axles and the hybrid tripods and everything looks like it will work just fine. I did make one more minor change to the Corsica/Torrent hybrid tripod.
Call me anal, but I like to check for binding at full droop/full compression and through the range of motion... Here is the rear suspension from the SBC car:
Yank off the springs and the bump stops and put the top back on:
Now this rear suspension has the upper strut bushing plate flipped to increase suspension upward travel. I also removed the foam strut bump stop so at full compression the strut goes way up inside the wheel well.
I started with the passenger side and at full compression quickly noticed an issue. The tripod rollers are deep in the tripod cage and the cage has some excess length which causes interferance with the axle shaft when the driver suspension is raised to the extreme.
The cage has 2 grooves to retain the axle boot, but only uses the outer one. So I decided to cut the outer cage off and use the inner groove for the axle boot. Here are the two parts after some quick work with the cut off wheel.
Then the edge was cleaned up on the lathe and reinstalled. Here with the lateral links level:
Suspension at full droop:
Raised until the center cage surface came into contact with the axle shaft (about 1/2" from full compression).
I am planning to run some rubber based bump stops and increase the spring rate with the new swap, so the suspension should never be able to go past this point... but it is something to be aware of.
While the lateral links were level and the axle nut removed, you can push the axle shaft through the hub so it becomes fully bottomed in the tripod cage. On the driver side the distance from the outer cage face and the outer surface of the tripod roller was 1 1/16". Once the axle nut was installed and the axle fully seated in the wheel bearing, the distance became 1/2, which is just about dead center of the shortened length of the tripod cage.
The passenger side was uneventful. Same setup and the fully compressed distance was 2 3/8 and the tighented axle nut resulted in 1 1/16, again just about centered. Also, with the length of the axle on the passenger side, the inner tripod just does not see much angular changes (or alteast not to the extent of the driver side). This is how I measured the outer cage face to the outer edge of the roller:
Now that I have confirmed that the axles will work and they are within about 1/16" of being centered with the current engine placement the side to side engine placement is also finalized (marked on the cradle and with an upright piece of metal clamped for a phisical stop). Then I searched and found the piece of metal I made for the header mockup from the old SBC sawp. Bolted it to the head and slid the engine/tranny combo about 1/8" forward.
With the engine in its current location, there is about 3/16 to 1/4" of clearance between both frame rails and the tranny/balancer.
Time to pull it back out now...
[This message has been edited by fieroguru (edited 04-10-2010).]
IP: Logged
05:01 PM
katatak Member
Posts: 7136 From: Omaha, NE USA Registered: Apr 2008
Now that the engine/tranny placement was set, I pulled everything back out and figured out where the bushing sleeves in the adapter plate needed to be.
The front hole for the sleeve is above the front crossmember and the rear one is on the front side of the rear crossmember to maximize room for exhaust. I still need to weld the sleeves in, but the welder is still setup for aluminum at the moment.
Not much else is going to happen in the next couple of weeks... due to and out of town work assignment.
IP: Logged
05:58 PM
Apr 24th, 2010
fieroguru Member
Posts: 12397 From: Champaign, IL Registered: Aug 2003
Back home for the weekend and got the bushing sleeves welded in:
Then the adapter plate was trimmed down closer to the final contour:
Bushings installed:
Adapter plate back on the engine with some rough shapes for the rear tranny mount:
Next it was back to the tranny to clearance the bellhousing flange for 2 SBC bellhousing bolts. Put the tranny up on the mill, leveled it and clamped it down, placed the adapter plate on the tranny and located the first 3/8" bellhousing hole.
Then used a 3/4 end mill to make the needed bolt pockets:
Placed the tranny back on the engine and loaded the bushings with the engine/tranny weight and leveled out the drivetrain front to rear (the rubber bushings compress slightly, so I wanted to account for this compression. With the proper location of the rear mounts, I did the finish shaping on them. Here is what the rear brackets will look like:
On Sunday before I head back out of town, I am hoping I can get the other 5 (copies of the 1st one) rear engine/tranny mount brackets cut and the engine/tranny tacked into place. The reason I need 6 brackets is because this cradle will have the brackets welded in place for using the SBC as well as the 4.3. The 4.3 will be used for R&D purposes in my red Fiero and might eventually get a SBC.
IP: Logged
05:29 PM
Isolde Member
Posts: 2504 From: North Logan, Utah, USA Registered: May 2008
Work travelling is now complete and I am back at the house.
I got side tracked making this dogbone mount for a friends 3800SC/getrag:
Did get some time to get back to the mount fabrication on the SBC/F40. This is how the front engine mount is shaping up. There will be another piece that bolts to the back side of the AC compressor bosses.
IP: Logged
04:11 PM
Fierobsessed Member
Posts: 4782 From: Las Vegas, NV Registered: Dec 2001
That last pic is a little scary. GM A/C Compressors are known for body leaks caused by distortion, but generally its the HR6/HT6 Compressors that have it the worst. Reconsider using the A/C Compressor as a structural member, its not as sound as it may seem.
IP: Logged
10:36 PM
May 3rd, 2010
fieroguru Member
Posts: 12397 From: Champaign, IL Registered: Aug 2003
That last pic is a little scary. GM A/C Compressors are known for body leaks caused by distortion, but generally its the HR6/HT6 Compressors that have it the worst. Reconsider using the A/C Compressor as a structural member, its not as sound as it may seem.
You concern is appreciated, but please remember there is a piece missing. The back side piece not show (closer to the DS and missing in the pic) will pickup 3 AC bolts including the upper one from the aluminum accessory bracket. The one as shown also picks up 3 bolts - 2 AC and one Alternator to help spread the load. With the two sides of the bracket pretty much gusseting around the AC compressor. Also, with the mounts spread as far apart front/rear, they will see less torque loading than if they were closer together.
[This message has been edited by fieroguru (edited 05-03-2010).]
IP: Logged
07:35 AM
May 9th, 2010
fieroguru Member
Posts: 12397 From: Champaign, IL Registered: Aug 2003
While I was making the rear mount/AC bracket, I decided to go ahead and extend the front bracket up to the 3rd AC compressor hole. Then I can weld in a piece of 1/8" steel along the front edge and really stiffen things up.
Here the front bracket has been extended and the bushing sleeve is being welded on the back side:
Then it was time for a test fit with the bushing installed and the rear bracket just bolted into place:
Before I finished up all the welding on this bracket, decided it was time for another test fit, so I pulled the blue fiero back in the garage. The front AC/Mount bracket clears the double firewall panel on the SBC with plenty off room. On the 4.3 it might be alittle tight since the original AC bulge stops in the general location this bracket will be with that installation. It is difficult to test fit it with my blue fiero since it has the aluminum firewall panel and has a smaller bulge. I need to get the other 88 chassis in for a proper test fit... but not too worried about it right now.
The stock contour of the driver side frame rail is almost the perfect shape of the F40 tranny (mounted as low as I have it). I will probably trim down the rib in the picture for more room.
The balancer side also has plenty of clearance...
I am going to wire up the passenger axle at maximum height (where it hits the passenger frame rail) so I can start working on the last of the 4 engine/tranny mounts.
IP: Logged
06:21 PM
May 10th, 2010
Alex4mula Member
Posts: 7405 From: Canton, MI US Registered: Dec 1999
Nice front mount. Can you remove that A/C compressor with the engine on the car? What about the alternator?
Thanks for the compliment!
Alternator is a piece of cake, just remove 2 bolts and it drops straight down. Removing the AC compressor will require removing the front engine/ac bracket first, then remove the last bolt holding the AC compressor to the aluminum barcket and the AC will come out.
With the 4 corner mounts, you can remove 1 corner w/o much movement in the engine/drivetrain.
[This message has been edited by fieroguru (edited 05-10-2010).]
IP: Logged
02:19 PM
fieroguru Member
Posts: 12397 From: Champaign, IL Registered: Aug 2003
While the engine was still in the chassis, I wired up the passenger axle so I could ensure the rear mount does not restrict susupension travel. Once out, it was a matter of going through the scrap metal bin and finding a 3-4" diamter tube:
Then I took some 2x2x1/8" tube and made the rear mount that welded to the original engine mount bracket on the engine.
Now I need to finish weld all the mount brackets on the cradle...
IP: Logged
02:25 PM
May 11th, 2010
fieroguru Member
Posts: 12397 From: Champaign, IL Registered: Aug 2003
Mount tabs are fully welded to the cradle crossmembers:
Reassembled:
The nice part of the mounts integrated into the adapter plate is transmission removal is quick... just undo the bellhousing/differential bolts and it slides right off.
IP: Logged
09:14 AM
May 12th, 2010
fieroguru Member
Posts: 12397 From: Champaign, IL Registered: Aug 2003
Rough turned down the flywheel to expose all the bolt hole that are not needed. Welded them up and then finished turning down the OD of the flywheel.
I am expecting a package on Thursday and then I will know the route I will be taking for the ring gear and subsequently the starter. Been doing alot of practicing welding aluminum gearing up for welding the starter mount plate to the F40... really do not want to screw that one up.
Till then, I will drill/tap the holes for the pressure plate.
IP: Logged
05:31 PM
PFF
System Bot
May 15th, 2010
fieroguru Member
Posts: 12397 From: Champaign, IL Registered: Aug 2003
I have decided to switch to a fiero ring gear and the ford starter. Main reason is the ID of the ring gear is much larger and allows the stock balance plate on the flywheel to remain where it was. Also, with the nissan ring gear, the pressure plate threaded holes were flush with the ID of the ring gear. I was OK with this in billet steel, but with the aluminum and reduced thickness due to the wear surface... just better to leave as much material around the pressure plate threaded holes.
Here the ring gear landing is being cut:
Test fit to make sure the ring gear stops before the tranny bellhousing necks down:
Here is a pic of the splines on the input shaft. They stop pretty much flush with the wear surface of the flywheel friction surface;
Then it was time to mount the tranny to the mill so I could clean up the previous pocket and make the new one. So I made up some brackets to support the tranny off the side of the mill bed (too tall to fit on top... these are the days it is good to have a large mill). There is a Muncie 4 speed sitting on the opposite side of the table to help balance out the weight some.
I wanted to be able to install the flywheel inside the tranny while it was on the mill, so with some tubing and a modified LT1 balancer hub, the flywheel is tightly positioned at the same depth as installed on the engine:
While the transmission is on the mill, I leveled the original pocket (it was pretty close, but mills are much more precise). Then shimmed the starter gear at full extension and lined it up to the ring gear and check the engagement.
My plan it to cut some 3/8" aluminum plate and mill one side down to fit inside the current notched opening in the bellhousing with a portion overlapping the outside of the case. This plate will be what the starter bolts to (4 bolt locations) and will be welded to the bellhousing side of the transmission case inside and out. I will need to mill down some more of the case to make room for about 1/8" of the plate to be outside the case.
[This message has been edited by fieroguru (edited 05-15-2010).]
IP: Logged
07:24 PM
Isolde Member
Posts: 2504 From: North Logan, Utah, USA Registered: May 2008
I prefer to pull the bead most of the time where possible... it gives me better visibility and control of the weld pool. Guess I just got used to it from using flux core wire for the first several years. Just turn up the gas flow a little higher and run 1 step hotter... or at least that is how I do it.
IP: Logged
07:26 AM
motoracer838 Member
Posts: 3751 From: Edgewater Co. USofA Registered: Jan 2006
Guru, your work on this and the "other stuff" you have shown me in your PM continues to just be too cool, The work your doing on Ron's car is very much what I had in mind.
Cheers Beers n Gearz. Joe
[This message has been edited by motoracer838 (edited 05-25-2010).]
IP: Logged
02:31 PM
fieroguru Member
Posts: 12397 From: Champaign, IL Registered: Aug 2003
Guru, your work on this and the "other stuff" you have shown me in your PM continues to just be too cool, The work your doing on Ron's car is very much what I had in mind.
Cheers Beers n Gearz. Joe
Thanks for the compliment!
I have been watching your S10 thead and your contributions to the lambo threads... pretty cool stuff too!
IP: Logged
09:04 PM
fieroguru Member
Posts: 12397 From: Champaign, IL Registered: Aug 2003