In addition to designing & building the plug, spinning a vinylester cocoon is a lengthy process in itself. All together 6 sections will comprise the completed tool.
[This message has been edited by Amida (edited 06-30-2011).]
In addition to designing & building the plug, spinning a vinylester cocoon is a lengthy process in itself. All together 5 sections will comprise the completed tool.
Amida, I can't believe your ratings bar has not appeared...
While you may not care about it, and it doesn't really matter in the overall scheme of things, I wanted to remedy that if at all possible.
I looked and realized I had not already rated you a +. Something I chose to resolve at this moment. Your thread is informative and shows a level of production detail usually unparalleled on most forums, even this one.
A BIG + from me, and that is not even remotely enough to express my awe and admiration at your skill and the product you are making.
Amida, I can't believe your ratings bar has not appeared...
While you may not care about it, and it doesn't really matter in the overall scheme of things, I wanted to remedy that if at all possible.
I looked and realized I had not already rated you a +. Something I chose to resolve at this moment. Your thread is informative and shows a level of production detail usually unparalleled on most forums, even this one.
A BIG + from me, and that is not even remotely enough to express my awe and admiration at your skill and the product you are making.
I frequently forget that PFF uses a rating system, most forums I visit don't. A + for you also Amida, I'm highly envious of your skills. Between your top notch Fi355 products, your custom parts and the new Fi512 nose, you've got the highest quality replica parts I've seen so far that fit without modifications. Good work and keen to see how the Fi512 turns out when it's a final production part.
Amida, any new updates and / or pictures? I'm interested in some pricing schedules on this front end when you go into production, as well as any tips and info on what will be required for installation (mods, adjustments, etc)
Amida, any new updates and / or pictures? I'm interested in some pricing schedules on this front end when you go into production, as well as any tips and info on what will be required for installation (mods, adjustments, etc)
Robert
Still working on the tooling which is almost ready to hatch...stay tuned.
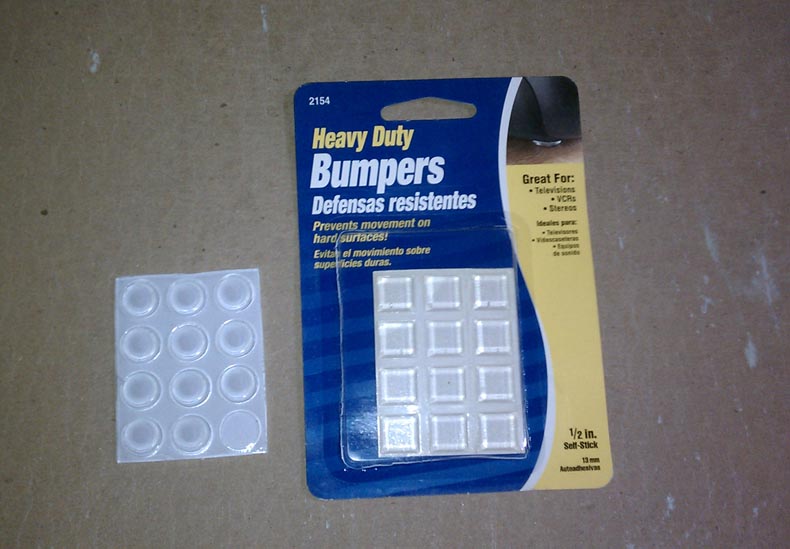
Rubber bumper pads, self adhesive, are used as alignment pins along the flange surfaces to keep everything in the correct position.
Waxing several times with green paste wax on the plug and on the mold flanges is very important to make sure that the sections can be separated after the molding process is completed. This type of wax is thick and cannot be left on too long or else it will be too hard to buff away.
PVA is a water soluble film that is sprayed on after waxing to provide a chemical barrier against the styrene solvent in the gelcoat. This will ensure separation & prevent the gelcoat from attacking/desolving the lacquer paint surface on the plug...like paint remover.
[This message has been edited by Amida (edited 06-25-2011).]
Flanges are created with chip board & panel board which I get from the upholstery supplier. Hot glue & masking tape is used to hold it in place. Chip board is a thin cardboard that is flexible & easy to cut. Panel board is thicker & provides a smoother/flatter surface. Surfaces are waxed thoroughly prior to cutting fitting.
[This message has been edited by Amida (edited 06-25-2011).]
Upper mounting flange, sections 4 & 5, is made in two sections in order to ease removal once moulding is completed. The Fiero fenders have undercuts in the side belt moulding areas which will lock this section in place, preventing removal, if this section were made in one piece. RULE #1 in mold design/building...make sure you can remove the mold from the plug !
That is a beautiful mold. IMHO, a good mold is a very big part of getting good parts, this one looks like it will produce many.
Like musical instruments, a good one in the hands of someone that doesn't know how to use it, will sound horrible, but even a bad one in the hands of someone who does, will sound decent. Put an exceptional instrument in the hands of an artist, and you get great music.
You should have people standing in line to get these noses, a perfect plug, a beautiful mold and an artist producing the parts.......................great work!
Again, just my opinion, but felt compelled to comment on your talent and diligence.
After masking off other areas a light mist of PVA is sprayed on & let dry. A medium wet coat follows & allowed to dry which is repeated four times. If PVA is applied to heavily it will take too long to dry & run, droop & sag which will show up in the mould. Wipe/ blot off sag/droop emmediately with a wet towel & start over. Or let dry & peel off if too much is already applied.
Vinylester gelcoat is sprayed on waiting 5 minutes between passes. Applying too much too fast on vertical surfaces will cause it to sag & run. Waiting a few minutes between passes will give it time to set. Apply to 20 MIL thickness.
Fiberfiller is used to fill in the alignment pins, and to also fill in & smooth the transition between un-even edges to prevent air pockets. Be easy on the MEKP catalyst, you want a slow mixture to give you plenty of time to lay on the glass before the filler solidifies. Fiberglass has a tendency to bridge over inside corners & uneven edges which will create air gaps/pockets under the gelcoat. Eventually the gelcoat will crack & chip away in these un-supported areas. The filler helps to eliminate air gaps in corners.
For the first layer of fiberglass the goal is to have an air bubble free zone next to the gelcoat. Any air bubbles left next to the gelcoat will eventually become blisters in the mould surface and chip away. A thin 3/4 oz mat is applied which is ideal to allow all air bubbles to easily pass through. It will also lock the gelcoat in place without creating too much heat. Too much heat buildup in the first layers can cause rapid shrinkage/warping and premature mould separation. The mould will end up with distortions & waves.
First, butt edges of 3/4oz. mat together in the corners, this will prevent air gaps. Apply a liberal amount of resin with a brush, let soak, then use a ribbled roller & brush to consolidate the mat while pushing all the air bubbles out to the edges. Push the mat around with the brush to adust positioning if needed. Using plenty of resin will help displace the air bubbles. Once all the bubbles are gone, apply another strip of 3/4 oz mat overlapping the butt joint. Let the excess resin already applied soak into the overlapping strip. Roll out any remaining bubbles and soak up any excess puddles of resin with the brush. Let this first layer set overnight.
[This message has been edited by Amida (edited 07-04-2011).]
The next morning sand paper is used to remove any glass spikes, bumps, debris from the surface before starting on the next layers. This will prevent anything from causing more air pockets. For the main laminate a heavier 1.5oz mat is used. Four layers are applied in two sessions. Layers 2 & 3 are applied in the morning, one layer at a time, rolling out the bubbles each time. Any pools/puddles of resin are soaked up with the brush. The mould is left to set & cool down for half a day. In the afternoon/evening sanding the surface again to remove any spikes & debris, then layers 3 & 4 are applied the same way. The goal of spreading out the lamination time is to prevent overheating which can cause premature mould separation/warping.
[This message has been edited by Amida (edited 06-27-2011).]
In order to finish the final, lower section of the mold the whole plug with mold was first removed from the car and turned upside down on the floor. This will make it much easier to work on rather than laying on your back on the floor and having messy chemicals dripping down your hands and onto your face!
[This message has been edited by Amida (edited 07-02-2011).]
I find it amazing you could do the whole front mold in one piece....Amazing
Bob
It depends on the design of the panel...if there are design features that create locking undercuts then you'll have no choice but to design the main section in two or more pieces. That may be the only way to remove the mold off the plug. In this case it's a simple design, so a full main section was possible to do.
Hatching the mold is the scary part. You don't know if anything went wrong inside the mold, i.e. alligatoring, paint wrinkling, premature separation/warping, until you actually hatch the mold.
Because everything is stuck together & air tight from the molding process you need to finagle the plug to get it out of the mold. I first I start by gently flexing the edges of the plug away from the mold surface, rocking back & forth. You'll see the plug start to separate from the PVA film. Suction & negative air pressure will prevent you from pulling the plug straight out so I then drill 1/4" holes in the mold... in the bottom of the grill & light pockets , but making sure that I stop just as I get to the plug surface. Then I use a small punch and tap into the holes to initiate separation. Then I take the air pressure nozzle with a rubber tip and blast air into the holes. If done successfully what you'll hear is a loud CRACK or POP which is the sound of the plug separating from the mold inside. I do the same in every pocket.
Once the seal is broken what should happen next is that the plug will just slide right out of the mold which is exactly what happened. I noticed some paint sticking, but other than that the plug just slid right out. Next, I will check for flaws & problem spots.
[This message has been edited by Amida (edited 07-04-2011).]
I have a fiberglass question for you... When I make a batch of resin, usually it flashes over pretty quickly, not giving me a lot of time to lay a large section. Obviously I'm using too much hardener, but I'm afraid to cut back and have something that doesn't kick over. What combination do you use to allow yourself time to do a large section, or do you just layout in multiple small sections at a time?
Unless your weather is hot you're probably using too much MEKP catalyst. I typically get 45-60 minutes per batch at 2% ratio. That's about 5cc MEKP per 16oz cup. Cut it back to a minimum of 1% ( 2.5cc/16oz cup ) on a test laminate & see how long it takes to gel. If it takes more than an hour then increase the ratio another 1/2% on another batch. Keep increasing until you get at least 45minutes of working time.
To help get consistent mix ratios I use graduated cups ( 16oz, 32oz, 64oz & medicine cups ) from the fiberglass supplier, and I also use a graduated MEKP dispenser squeeze bottle with CC markings. Also try refrigerating, or putting on ice, your resin to start with a cool batch to give you more time. Keep your work area to a managable size per batch as well.
quote
Originally posted by RCR:
Looking great, Rob.
I have a fiberglass question for you... When I make a batch of resin, usually it flashes over pretty quickly, not giving me a lot of time to lay a large section. Obviously I'm using too much hardener, but I'm afraid to cut back and have something that doesn't kick over. What combination do you use to allow yourself time to do a large section, or do you just layout in multiple small sections at a time?
Unless your weather is hot you're probably using too much MEKP catalyst. I typically get 45-60 minutes per batch at 2% ratio. That's about 5cc MEKP per 16oz cup. Cut it back to a minimum of 1% ( 2.5cc/16oz cup ) on a test laminate & see how long it takes to gel. If it takes more than an hour then increase the ratio another 1/2% on another batch. Keep increasing until you get at least 45minutes of working time.
To help get consistent mix ratios I use graduated cups ( 16oz, 32oz, 64oz & medicine cups ) from the fiberglass supplier, and I also use a graduated MEKP dispenser squeeze bottle with CC markings. Also try refrigerating, or putting on ice, your resin to start with a cool batch to give you more time. Keep your work area to a managable size per batch as well.
Yeah well....... that pretty much sounds to me like you REALLY know what the hell you are doing with fiberglass man.... Excellent work on that bumper!! Looks amazing!! Keep up the good work...peace
If anybody is seriously interested in getting into the #4 spot for one of these, PM me (don't inquire about it in this thread, please).
I've decided to go in a wholly different direction for my Fiero's body, though I am very bummed that I won't be using this bumper afterall, especially with it being so close to production. It is still, by far, my favorite bolt-on front bumper, and it obviously has the quality to match. It just won't work with the rest of what I've decided for the car, and I'm absolutely not willing to hack it up.
How would you ship this? Can it be shipped UPS or USPS?
The cheapest way is on Greyhound bus to the nearest station. Package must be picked up at the station. Fedex & UPS may be possible but at a much higher cost.
Doing some spot touch ups. Found a high spot on the right side which was easily sanded down & polished.
One word of caution when spraying gelcoat. Make sure you don't spray to heavily in the corners. What happens is it gets too heavy and starts to sag & pool up & deposit into the corners of the flanges. The gelcoat gets too thick from the pooling which creates too much heat and rapid curing. This causes the gelcoat to separate from the plug surface prematurely. The result is a depression/low spot in the mold surface which will show up as hight spots in the final part. On small spots it's not a problem since it can be sanded down to level during normal paint prep.
The gelcoat was too thick here in the corner above the arrowhead. the depression can be seen near the edge. But, again, not a problem since it'll show up as a slight high ridge in the part which can easily be sanded down during paint prep.
Gelcoat was too heavy in this area of the top flange as well. The low spot was a little too much for my liking so I needed to repair it. To fix it the area is masked off, sanded then filled with additional gelcoat. After curing it is sanded down using successive paper grits 180, 400, 1200, 2000. Machine polished to finish the repair.
[This message has been edited by Amida (edited 07-09-2011).]